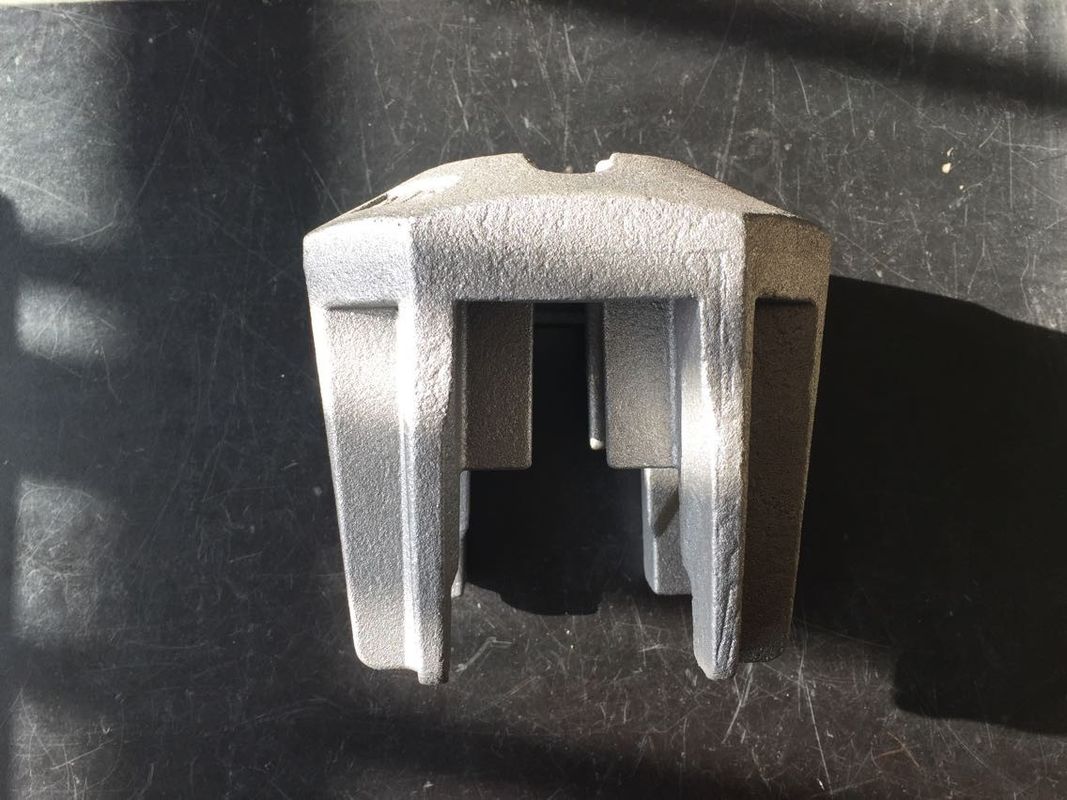
πετώντας εξαρτήματα υλικών σκαλωσιάς τελών καθολικών επένδυσης για τα υλικά σκαλωσιάς.
Προδιαγραφές:
| Τεχνική παράμετρος για το καρύδι στηριγμάτων |
Διαδικασία |
Χυτοχάλυβας ακρίβειας |
| Μέγεθος |
Με βάση τα σχέδια πελατών |
| Βάρος |
8KG |
| Υλικό |
Χυτοχάλυβας |
| Επεξεργασία επιφάνειας |
Κρύος γαλβανισμός |
| Ανοχή |
0.2mm |

Περιγραφή:
Η ρίψη επένδυσης είναι μια βιομηχανική διαδικασία βασισμένη και επίσης αποκαλούμενη ρίψη χάνω-κεριών, ένας από τον παλαιότερο
γνωστός μέταλλο-διαμορφώνοντας τις τεχνικές. Από 5.000 έτη πριν, όταν διαμόρφωσε ο μελισσοκηρός το σχέδιο, στα σημερινά κεριά υψηλής τεχνολογίας, τα πυρίμαχα υλικά και τα ειδικά κράματα, οι ρίψεις επιτρέπουν την παραγωγή
συστατικά με την ακρίβεια, την επανάληψη, τη μεταβλητότητα και την ακεραιότητα σε ποικίλα μέταλλα και υψηλός
κράματα απόδοσης. Η ρίψη χάνω-αφρού είναι μια σύγχρονη μορφή ρίψης επένδυσης που αποβάλλει ορισμένα βήματα στη διαδικασία.
Υπάρχουν ποικίλα υλικά που μπορούν να χρησιμοποιηθούν για τη διαδικασία ρίψης επένδυσης, συμπεριλαμβανομένου ανοξείδωτου
κράματα χάλυβα, ορείχαλκος, αργίλιο, και χάλυβας άνθρακα. Το υλικό χύνεται σε μια κεραμική κοιλότητα που σχεδιάζεται
δημιουργήστε ένα ακριβές αντίγραφο του επιθυμητού μέρους. Η ρίψη επένδυσης μπορεί να μειώσει την ανάγκη για δευτεροβάθμιο
κατεργασία με την παροχή των ρίψεων στη μορφή.
Τα απορρίμματα μπορούν να αποτελεσθούν από το ίδιο το πρότυπο, η άμεση μέθοδος κεριών ή ενός αντιγράφου κεριών ενός προτύπου που δεν χρειάζεται να είναι από κερί, η έμμεση μέθοδος. Τα ακόλουθα βήματα είναι για την έμμεση διαδικασία που μπορεί να πάρει δύο ημέρες σε μια εβδομάδα που ολοκληρώνει.
Παράγετε ένα κύριο σχέδιο: Ένας καλλιτέχνης ή ένας φόρμα-κατασκευαστής δημιουργεί ένα αρχικό σχέδιο από το κερί, άργιλος, ξύλο,
πλαστικό, χάλυβας, ή ένα άλλο υλικό.
Mouldmaking: Μια φόρμα, γνωστή ως κύριος κύβος, αποτελείται από το κύριο σχέδιο. Το κύριο σχέδιο μπορεί
γίνεται από ένα μέταλλο, έναν χάλυβα, ή ένα ξύλο χαμηλός-λειώνω-σημείου. Εάν ένα σχέδιο χάλυβα δημιουργήθηκε έπειτα low-melting-
το μέταλλο σημείου μπορεί να πεταχτεί άμεσα από το κύριο σχέδιο. Οι λαστιχένιες φόρμες μπορούν επίσης να πεταχτούν άμεσα από
κύριο σχέδιο. Το πρώτο βήμα μπορεί επίσης να πηδηθεί εάν ο κύριος κύβος επεξεργάζεται στη μηχανή άμεσα στο χάλυβα.
Παράγετε τα σχέδια κεριών: Αν και καλείται σχέδιο κεριών, υλικά σχεδίων περιλάβετε επίσης πλαστικό και παγωμένα
υδράργυρος. Τα σχέδια κεριών μπορούν να παραχθούν με τον έναν από δύο τρόπους. Σε μια διαδικασία το κερί χύνεται
η φόρμα και τρίζοντας γύρω μέχρι ένα ομαλό επίστρωμα, συνήθως περίπου 3 χιλ. (0.12 μέσα) πυκνά, καλύπτει την εσωτερική επιφάνεια
από τη φόρμα. Αυτό επαναλαμβάνεται έως ότου επιτυγχάνεται το επιθυμητό πάχος. Μια άλλη μέθοδος γεμίζει τον ολόκληρο
η φόρμα με το λειωμένο κερί, και το άφησε να δροσίσει, έως ότου έχει θέσει ένα επιθυμητό πάχος στην επιφάνεια της φόρμας. Κατόπιν
αυτό το υπόλοιπο του κεριού χύνεται έξω πάλι, η φόρμα είναι γυρισμένη άνω πλευρά - κάτω και το στρώμα κεριών αφήνεται
δροσίστε και σκληρύντε. Με αυτήν την μέθοδο είναι δυσκολότερο να ελεγχθεί το γενικό πάχος του στρώματος κεριών.
Εάν ένας πυρήνας απαιτείται, υπάρχουν δύο επιλογές: διαλυτό κερί ή κεραμικός. Οι διαλυτοί πυρήνες κεριών σχεδιάζονται για να λειώσουν
από το επίστρωμα επένδυσης με το υπόλοιπο του σχεδίου κεριών, ενώ οι κεραμικοί πυρήνες παραμένουν μέρος
το σχέδιο κεριών και αφαιρείται αφότου πετιέται το κομμάτι προς κατεργασία.
Συγκεντρώστε τα σχέδια κεριών: Το σχέδιο κεριών αφαιρείται έπειτα από τη φόρμα. Ανάλογα με
τα πολλαπλάσια σχέδια κεριών εφαρμογής μπορούν να δημιουργηθούν έτσι ώστε μπορούν όλα να πεταχτούν αμέσως. Σε άλλες εφαρμογές,
τα πολλαπλάσια διαφορετικά σχέδια κεριών μπορούν να δημιουργηθούν και να συγκεντρωθούν έπειτα σε ένα σύνθετο σχέδιο. Στον πρώτο
περίπτωση που τα πολλαπλάσια σχέδια είναι συνδεμένα με sprue κεριών, με το αποτέλεσμα γνωστό ως συστάδα σχεδίων, ή το δέντρο
τουλάχιστον αρκετά σχέδια μπορούν να συγκεντρωθούν σε ένα δέντρο. Σημάδια εγγραφής χρήσης χυτηρίων συχνά
για να δείξει ακριβώς όπου πηγαίνουν. Τα σχέδια κεριών είναι συνδεμένα το ένα με το άλλο sprue ή με τη βοήθεια του α
θερμαμένο εργαλείο μετάλλων. Το σχέδιο κεριών μπορεί επίσης να χαραχτεί, το οποίο σημαίνει τη γραμμή χωρισμού ή λάμποντας τρίβεται
έξω χρησιμοποιώντας το θερμαμένο εργαλείο μετάλλων. Τελικά είναι ντυμένο, το οποίο σημαίνει ότι οποιεσδήποτε άλλεσδήποτε ατέλειες εξετάζονται
έτσι ώστε το κερί μοιάζει τώρα με το τελειωμένο κομμάτι.
Επένδυση: Η κεραμική φόρμα, γνωστή ως επένδυση, παράγεται από τρία επαναλαμβάνοντας τα βήματα: επένδυση,
, και σκλήρυνση. Το πρώτο βήμα περιλαμβάνει τη βύθιση της συστάδας σε έναν πηλό του λεπτού πυρίμαχου υλικού
και έπειτα να αφήσει οποιαδήποτε υπερβολή να αποχετεύσει, έτσι μια ομοιόμορφη επιφάνεια παράγεται. Αυτό το λεπτό υλικό χρησιμοποιείται πρώτα
δώστε μια ομαλή επιφάνεια τελειώνει και αναπαράγει τις λεπτές λεπτομέρειες. Στο δεύτερο βήμα, η συστάδα είναι με το α
χονδροειδές κεραμικό μόριο, με τη βύθιση του σε ένα ρευστοποιημένο κρεβάτι, τοποθέτηση του σε ένα βροχόπτωση-sander, ή με να ισχύσει κοντά
χέρι. Τέλος, το επίστρωμα επιτρέπεται για να σκληρύνει. Αυτά τα βήματα επαναλαμβάνονται έως ότου η επένδυση είναι
απαραίτητο πάχος, το οποίο είναι συνήθως 5 έως 15 χιλ. (0.2 έως 0.6 μέσα). Σημειώστε ότι τα πρώτα επιστρώματα είναι γνωστά όπως
πρωταρχικά παλτά. Μια εναλλακτική λύση των πολλαπλάσιων εμβυθίσεων είναι να τοποθετηθεί η συστάδα ανάποδα σε μια φιάλη και έπειτα ένα υγρό
το υλικό επένδυσης χύνεται στη φιάλη. Η φιάλη δονείται έπειτα για να επιτρέψει στον παγιδευμένο αέρα για να δραπετεύσει και
βοηθήστε το υλικό επένδυσης να συμπληρώσει όλες τις λεπτομέρειες. Κοινά πυρίμαχα υλικά που χρησιμοποιούνται για να δημιουργήσουν
οι επενδύσεις είναι: πυρίτιο, zircon, διάφορα πυριτικά άλατα αλουμινίου, και αλουμίνα. Το πυρίτιο χρησιμοποιείται συνήθως λιωμένο
η μορφή πυριτίου, αλλά μερικές φορές ο χαλαζίας χρησιμοποιείται επειδή είναι λιγότερο ακριβό. Τα πυριτικά άλατα αλουμινίου είναι ένα μίγμα
αλουμίνα και πυρίτιο, όπου τα συνήθως χρησιμοποιημένα μίγματα έχουν μια περιεκτικότητα σε αλουμίνα από 42 σε 72% σε 72%
αλουμίνα που η ένωση είναι γνωστή ως mullite. Κατά τη διάρκεια του αρχικού παλτού, οι zircon-βασισμένες πυρίμαχες ύλες είναι
συνήθως χρησιμοποιημένος, επειδή το ζιρκόνιο είναι λιγότερο πιθανό να αντιδράσει με το λειωμένο μέταλλο. Chamotte είναι άλλο
πυρίμαχο υλικό που έχει χρησιμοποιηθεί. Πριν από το πυρίτιο, ένα μίγμα παλαιών φορμών ασβεστοκονιάματος και εδάφους επάνω ήταν
χρησιμοποιημένος. Οι σύνδεσμοι που χρησιμοποιούνται για να κρατήσουν το πυρίμαχο υλικό σε ισχύ περιλαμβάνουν: αιθυλικό πυριτικό άλας (με βάση το οινόπνευμα και
χημικά θέστε), κολλοειδές πυρίτιο (βασισμένο στο νερό, επίσης γνωστός ως κολλοειδές διάλυμα πυριτίου, που τίθεται με την ξήρανση), πυριτικό άλας νατρίου, και α
υβρίδιο αυτοί που ελέγχονται για το pH και το ιξώδες.
Dewax: Η επένδυση επιτρέπεται έπειτα για να ξεράνει εντελώς, η οποία μπορεί να πάρει 16 έως 48 ώρες. Η ξήρανση μπορεί να είναι
ενισχυμένος με την εφαρμογή ενός κενού ή την ελαχιστοποίηση της περιβαλλοντικής υγρασίας. Το γυρίζουν έπειτα ανάποδα
και τοποθετημένος σε έναν φούρνο ή μια χύτρα πιέσεως για να λειώσει έξω ή/και να ατμοποιήσει το κερί. Οι περισσότερες αποτυχίες κοχυλιών εμφανίζονται σε αυτό
δείξτε επειδή τα κεριά χρησιμοποιούμενα έχουν έναν συντελεστή θερμικής επέκτασης που είναι πολύ μεγαλύτερος από
το υλικό επένδυσης που περιβάλλει το, έτσι καθώς το κερί θερμαίνεται αυτό επεκτείνει και προκαλεί τις μεγάλες πιέσεις. Στη διαταγή
για να ελαχιστοποιήσει αυτές τις πιέσεις που το κερί θερμαίνεται όσο το δυνατόν γρηγορότερα έτσι ώστε η επιφάνεια του κεριού μπορεί να λειώσει
στην επιφάνεια της επένδυσης ή του τρεξίματος από τη φόρμα, η οποία κάνει το χώρο για το υπόλοιπο του κεριού
επεκταθείτε. Σε ορισμένες καταστάσεις οι τρύπες μπορούν να τρυπηθούν με τρυπάνι στη φόρμα για να βοηθήσουν εκ των προτέρων να μειώσουν αυτές τις πιέσεις.
Οποιοδήποτε κερί που τρέχει από τη φόρμα ανακτάται συνήθως και επαναχρησιμοποιείται.
Ουδετεροποίηση & προθέρμανση: Η φόρμα υποβάλλεται έπειτα σε μια ουδετεροποίηση, η οποία θερμαίνει τη φόρμα μεταξύ 870 °C
και 1095 °C για να αφαιρέσει οποιαδήποτε υγρασία και υπόλοιπο κερί, και για να συμπυκνώσει τη φόρμα. Μερικές φορές αυτή η θέρμανση είναι
επίσης χρησιμοποιημένος ως προθερμάνετε, αλλά άλλοι χρόνοι που η φόρμα επιτρέπεται για να δροσίσει έτσι ώστε μπορεί να εξεταστεί. Εάν οποιεσδήποτε ρωγμές
βρίσκεται ότι μπορούν να επισκευαστούν με τον κεραμικό πηλό ή τα ειδικά τσιμέντα. Η φόρμα προθερμαίνεται για να επιτρέψει
μέταλλο για να μείνει υγρός περισσότερο για να γεμίσει οποιεσδήποτε λεπτομέρειες και για να αυξήσει τη διαστατική ακρίβεια, επειδή η φόρμα και
ρίψη δροσερή από κοινού.
Έκχυση: Η φόρμα επένδυσης τοποθετείται έπειτα φλυτζάνι-προς τα πάνω σε μια σκάφη που γεμίζουν με την άμμο. Το μέταλλο μπορεί να είναι
τη βαρύτητα που χύνεται, αλλά εάν υπάρχουν λεπτά τμήματα στη φόρμα αυτό μπορεί να γεμίσουν με την εφαρμογή της θετικής πίεσης αέρα,
το κενό πέταξε, κλίση χυτή, βοηθημένη πίεση έκχυση, ή φυγόκεντρος χυτή.
Στέρηση: Το κοχύλι σφυρηλατείται, τα μέσα ανατιναγμένος, δονήθηκαν, ή διάλυσαν χημικά (μερικές φορές
με το υγρό άζωτο) για να απελευθερώσει τη ρίψη. Sprue κόβεται και ανακυκλώνεται. Η ρίψη μπορεί έπειτα να είναι
καθαρισμένος για να αφαιρέσει τα σημάδια της διαδικασίας ρίψης, συνήθως με τη λείανση.
Προκειμένου να αναπτυχθεί και να διατηρηθεί η φήμη μας ως παγκόσμιας ποιότητας προμηθευτή στους κατασκευαστές cOem συνολικά,
έχουμε επενδύσει βαριά στην ποιότητα, την υπηρεσία, την τεχνολογία και τους ανθρώπους. Είμαστε ο ISO 9001:2000 επικυρωμένο
η επιχείρηση και ως τέτοιοι έχει τεκμηριώσει
διαδικασίες και πρακτικές να εξασφαλιστούν τα πιό υψηλά επίπεδα υπηρεσίας στους πελάτες μας. Ως αποτέλεσμα γρήγορού μας
και συνεχής αύξηση,
έχουμε επεκτείνει τη διαχείριση και τις τεχνικές ομάδες μας και εξασφαλίζουμε ότι εκπαιδεύονται στον πιό πρόσφατο
τεχνολογίες και πρακτικές χυτηρίων. Οι ομάδες μας διαχείρισης και εφαρμοσμένης μηχανικής λαμβάνουν τη συνεχή αναβάθμιση
στα σχολεία όπως τα πανεπιστημιακά και διάφορα κολλέγια χυτηρίων του Πεκίνου Qinghua στην περιοχή. Είμαστε επίσης
αφιερωμένος στην παροχή των εργαζομένων μας τις κανονικές κατηγορίες που δίδαξαν από τους καταρτισμένους εκπαιδευτικούς σε πολλοί ποίκιλε
πρακτικές και διαδικασίες χυτηρίων που χρησιμοποιούμε σε GSC.
Κάθε νέα ρίψη που GSC παράγει μελετάται εκτενώς για τη μορφή, λειτουργία και τελειώνει προτού να κόψουμε πάντα
οποιοδήποτε ξύλο ή χύνει το πλαστικό για το σχέδιο. Θεωρούμε ότι μια δέσμευση για το λεπτομερή προγραμματισμό, συμμετοχή του μας
πελάτης στις διαδικασίες προγραμματισμού και επιλογή του κατάλληλου χυτηρίου που, όχι μόνο πολύ
μειώνει τους χρόνους μολύβδου για το accurateand υψηλό - τα ποιοτικά πρωτότυπα, αλλά και οδηγούν σε υψηλό - ποιοτική παραγωγή
ρίψεις. Έχει αποδείξει επίσης να μειώσει το χρόνο από την έννοια (σχέδιο) στις ρίψεις παραγωγής.
Υπηρεσία cOem
Παρέχουμε την υπηρεσία cOem για τους όλους πελάτες μας, θα κατασκευάσουμε αυστηρά βασισμένος στα σχέδιά σας.
Παρακαλώ μας στείλετε τα σχέδια ή την έρευνά σας

 Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!
Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!